

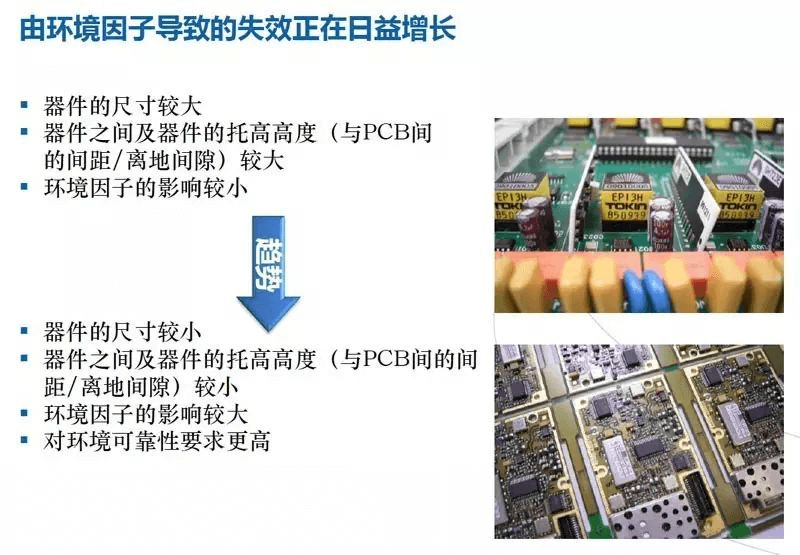
PCBA komponentlərinin ölçüsü daha kiçik və kiçik olur, sıxlıq daha yüksək və daha yüksək olur; Cihazlar və cihazlar arasındakı dəstək hündürlüyü (PCB və yerin təmizlənməsi arasındakı məsafə) getdikcə daha kiçik olur və ətraf mühit amillərinin PCBA-ya təsiri də artır. Buna görə də, biz elektron məhsulların PCBA etibarlılığına daha yüksək tələblər qoyuruq.
1. Ekoloji amillər və onların təsiri
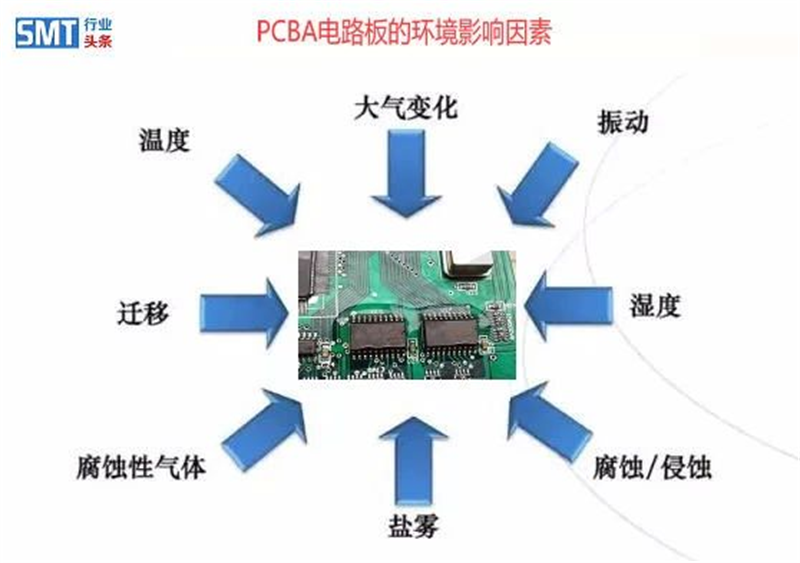
Rütubət, toz, duz spreyi, kif və s. kimi ümumi ətraf mühit amilləri PCBA-nın müxtəlif uğursuzluq problemlərinə səbəb ola bilər.
Rütubət
Xarici mühitdəki demək olar ki, bütün elektron PCB komponentləri korroziya riski altındadır, bunların arasında su korroziya üçün ən vacib mühitdir. Su molekulları bəzi polimer materialların mesh molekulyar boşluğuna nüfuz edəcək qədər kiçikdir və korroziyaya səbəb olmaq üçün içəriyə daxil olur və ya örtükün pin dəliyindən əsas metala çatır. Atmosfer müəyyən bir rütubətə çatdıqda, yüksək tezlikli dövrədə PCB elektrokimyəvi miqrasiyasına, sızma cərəyanına və siqnal təhrifinə səbəb ola bilər.
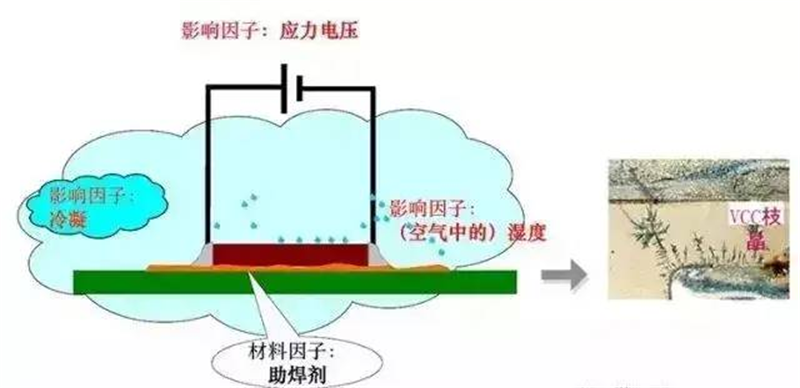
Buxar/rütubət + ion çirkləndiriciləri (duzlar, axının aktiv maddələri) = keçirici elektrolitlər + gərginlik gərginliyi = elektrokimyəvi miqrasiya
Atmosferdə RH 80%-ə çatdıqda 5~20 molekul qalınlığında su filmi yaranacaq və hər cür molekul sərbəst hərəkət edə bilər. Karbon olduqda elektrokimyəvi reaksiyalar baş verə bilər.
RH 60% -ə çatdıqda, avadanlığın səth təbəqəsi 2 ~ 4 su molekulu qalın su filmi meydana gətirəcək, çirkləndiricilər həll edildikdə kimyəvi reaksiyalar olacaq;
Atmosferdə RH < 20% olduqda, demək olar ki, bütün korroziya hadisələri dayanır.
Buna görə nəmə davamlılıq məhsulun qorunmasının vacib hissəsidir.
Elektron cihazlar üçün nəmlik üç formada olur: yağış, kondensasiya və su buxarı. Su, metalları korroziyaya uğradan çoxlu miqdarda aşındırıcı ionları həll edən elektrolitdir. Avadanlığın müəyyən bir hissəsinin temperaturu "şeh nöqtəsindən" (temperaturdan) aşağı olduqda, səthdə kondensasiya olacaq: struktur hissələri və ya PCBA.
toz
Atmosferdə toz var, toz adsorbsiya edilmiş ion çirkləndiriciləri elektron avadanlıqların daxili hissəsində yerləşərək sıradan çıxmağa səbəb olur. Bu sahədəki elektron nasazlıqlarla bağlı ümumi problemdir.
Toz iki növə bölünür: qaba toz 2,5 ~ 15 mikron nizamsız hissəciklərin diametridir, ümumiyyətlə nasazlıq, qövs və digər problemlərə səbəb olmayacaq, lakin birləşdirici kontakta təsir edəcəkdir; İncə toz diametri 2,5 mikrondan az olan nizamsız hissəciklərdir. İncə tozun PCBA (şpon) üzərində müəyyən yapışması var ki, bu da yalnız antistatik fırça ilə təmizlənə bilər.
Toz təhlükələri: a. PCBA səthində toz çökməsi səbəbindən elektrokimyəvi korroziya yaranır və uğursuzluq dərəcəsi artır; b. Toz + rütubətli istilik + duz dumanı PCBA-ya ən çox ziyan vurdu və elektron avadanlıqların nasazlığı küf və yağış mövsümündə sahil, səhra (duzlu-qələvi torpaq) və Huaihe çayının cənubuna yaxın olan kimya sənayesi və mədən sahəsində ən çox idi.
Buna görə də, tozdan qorunma məhsulun vacib hissəsidir.
Duz spreyi
Duz spreyinin əmələ gəlməsi:Duz spreyi okean dalğaları, gelgitlər, atmosfer sirkulyasiyası (musson) təzyiqi, günəş işığı və s. kimi təbii amillərdən qaynaqlanır. Küləklə içəriyə doğru sürüklənəcək və sahildən uzaqlaşdıqca konsentrasiyası azalacaq. Adətən, duz spreyinin konsentrasiyası sahildən 1 km məsafədə olduqda sahilin 1% -ni təşkil edir (lakin tayfun dövründə daha da uzaqlaşacaq).
Duz spreyinin zərərləri:a. metal konstruksiya hissələrinin örtüyünü zədələmək; b. Elektrokimyəvi korroziya sürətinin sürətlənməsi metal tellərin qırılmasına və komponentlərin sıradan çıxmasına gətirib çıxarır.
Oxşar korroziya mənbələri:a. Əl tərinin tərkibində duz, sidik cövhəri, laktik turşu və digər kimyəvi maddələr var ki, onlar elektron avadanlıqlara duz spreyi ilə eyni korroziv təsir göstərir. Buna görə də, montaj və ya istifadə zamanı əlcəklər taxılmalı və örtük çılpaq əllərlə toxunmamalıdır; b. Fluxda halogenlər və turşular var, onlar təmizlənməli və onların qalıq konsentrasiyasına nəzarət edilməlidir.
Buna görə də, duz püskürməsinin qarşısının alınması məhsulların qorunmasının vacib hissəsidir.
Kalıp
Mildew, filamentli göbələklərin ümumi adı, "küflü göbələklər" deməkdir, bol miselyum əmələ gətirir, lakin göbələklər kimi böyük meyvəli bədənlər əmələ gətirmir. Rütubətli və isti yerlərdə bir çox əşyalar çılpaq gözlə bir qədər qeyri-səlis, topaklaşan və ya hörümçək torlu koloniyalar, yəni kif böyüyür.
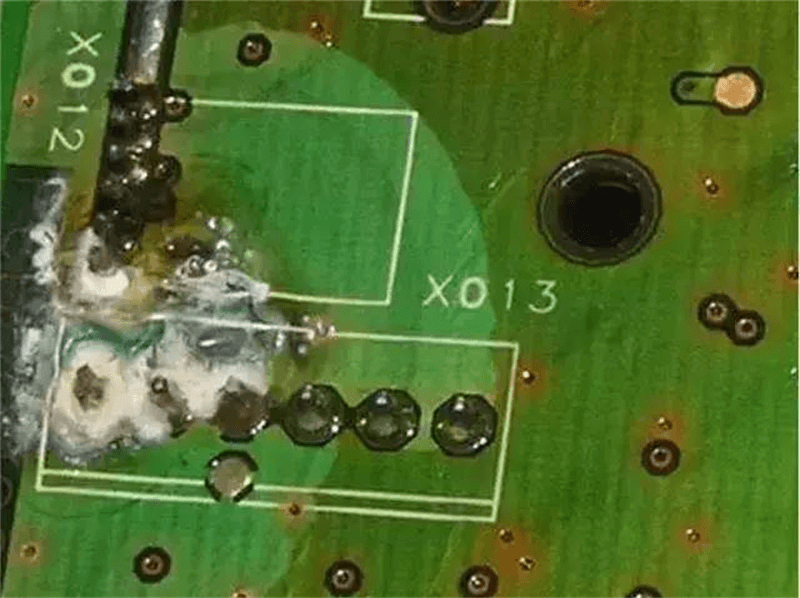
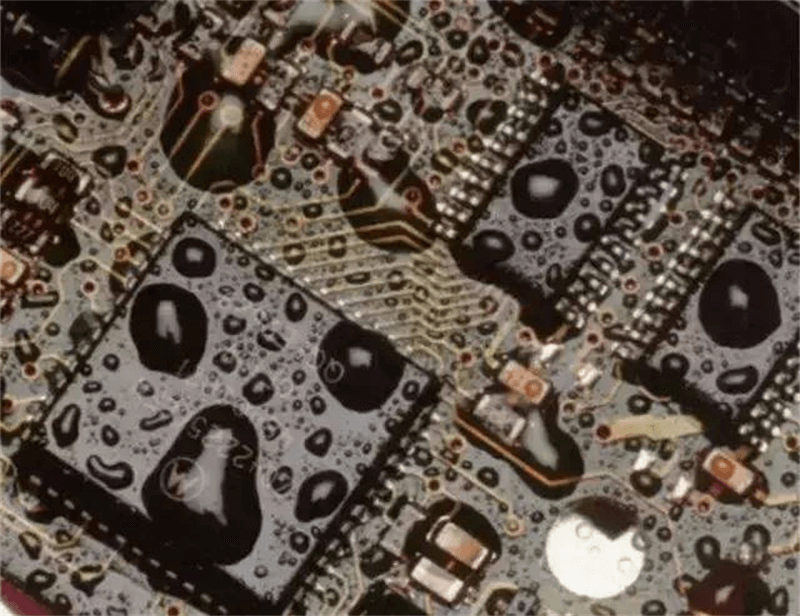
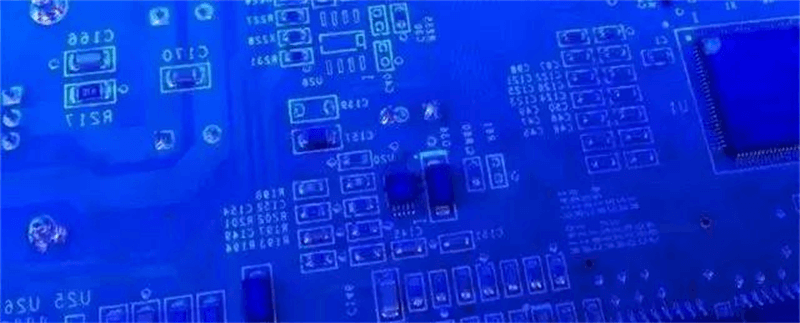
ŞEK. 5: PCB küf fenomeni
Kalıbın zərəri: a. kalıbın faqositozu və yayılması üzvi materialların izolyasiyasının azalmasına, zədələnməsinə və uğursuzluğuna səbəb olur; b. Kalıbın metabolitləri izolyasiyaya və elektrik gücünə təsir edən və elektrik qövsü yaradan üzvi turşulardır.
Buna görə də, kif əleyhinə qoruyucu vasitələrin mühüm hissəsidir.
Yuxarıda göstərilən aspektləri nəzərə alaraq, məhsulun etibarlılığı daha yaxşı təmin edilməlidir, mümkün qədər aşağı xarici mühitdən təcrid olunmalıdır, buna görə də forma örtük prosesi tətbiq olunur.
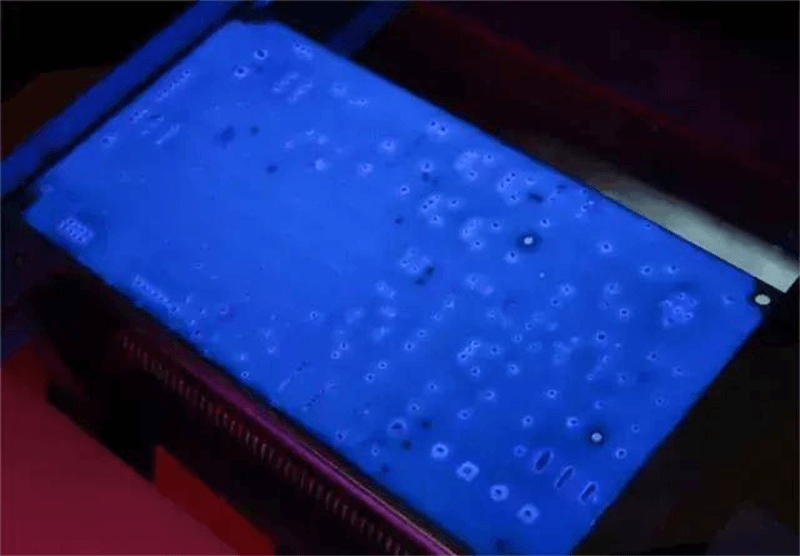
Kaplama prosesindən sonra PCB-nin örtülməsi, bənövşəyi lampa atəş effekti altında, orijinal örtük çox gözəl ola bilər!
Üç boya əleyhinə örtükPCB səthində nazik qoruyucu izolyasiya qatının örtülməsinə aiddir. Hal-hazırda ən çox istifadə edilən qaynaqdan sonrakı örtük üsuludur, bəzən səth örtüyü və konformal örtük deyilir (İngilis adı: örtük, konformal örtük). O, həssas elektron komponentləri sərt mühitdən təcrid edəcək, elektron məhsulların təhlükəsizliyini və etibarlılığını əhəmiyyətli dərəcədə yaxşılaşdıra və məhsulların xidmət müddətini uzada bilər. Üç anti-boya örtük məhsulun mexaniki möhkəmliyini və izolyasiya xüsusiyyətlərini yaxşılaşdırarkən dövrəni/komponentləri nəm, çirkləndiricilər, korroziya, stress, zərbə, mexaniki vibrasiya və istilik dövrü kimi ətraf mühit amillərindən qoruya bilər.
PCB-nin örtmə prosesindən sonra səthdə şəffaf bir qoruyucu film meydana gətirin, su və nəm müdaxiləsini effektiv şəkildə qarşısını ala bilər, sızma və qısa qapanmadan qaçın.
2. Kaplama prosesinin əsas məqamları
IPC-A-610E (Elektron Montaj Sınaq Standartı) tələblərinə uyğun olaraq, o, əsasən aşağıdakı aspektlərdə əks olunur:
Region
1. Örtülməsi mümkün olmayan sahələr:
Qızıl yastıqlar, qızıl barmaqlar, metal deşiklər, sınaq delikləri kimi elektrik əlaqələri tələb olunan sahələr;
Batareyalar və batareya fiksatorları;
Bağlayıcı;
Qoruyucu və korpus;
İstilik yayma cihazı;
keçid tel;
Optik cihazın obyektivi;
potensiometr;
Sensor;
Möhürlənmiş açar yoxdur;
Kaplamanın performansa və ya işə təsir göstərə biləcəyi digər sahələr.
2. Örtülməli olan sahələr: bütün lehim birləşmələri, sancaqlar, komponentlər və keçiricilər.
3. Əlavə sahələr
Qalınlıq
Qalınlıq çap dövrə komponentinin düz, maneəsiz, bərkimiş səthində və ya komponentlə prosesdən keçən əlavə lövhədə ölçülür. Əlavə edilmiş lövhələr çap lövhələri və ya metal və ya şüşə kimi digər məsaməli olmayan materiallarla eyni materialdan ola bilər. Yaş təbəqənin qalınlığının ölçülməsi, yaş və quru film qalınlığı arasında sənədləşdirilmiş çevrilmə əlaqəsi olduğu müddətcə örtük qalınlığının ölçülməsi üçün isteğe bağlı metod kimi də istifadə edilə bilər.

Cədvəl 1: Hər bir örtük materialı növü üçün standart qalınlıq diapazonu
Qalınlığın sınaq üsulu:
1.Quru təbəqənin qalınlığını ölçən alət: mikrometr (IPC-CC-830B); b Quru Film qalınlığı yoxlayıcı (dəmir baza)
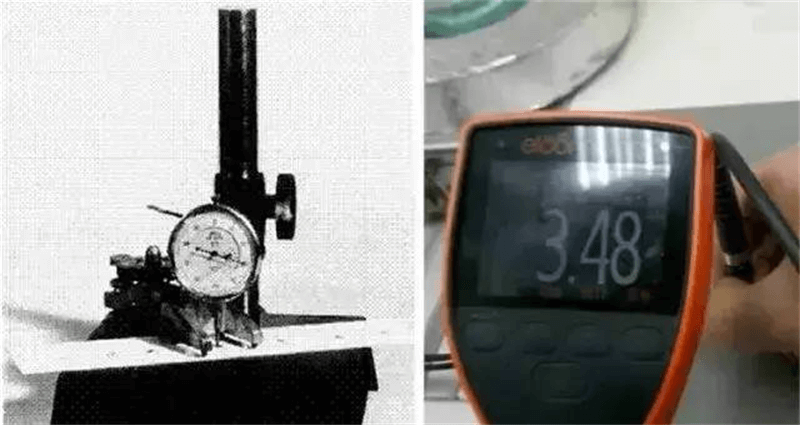
Şəkil 9. Mikrometr quru plyonka aparatı
2. Yaş film qalınlığının ölçülməsi: yaş filmin qalınlığı yaş film qalınlığı ölçmə aləti ilə əldə edilə bilər və sonra yapışqanın bərk məzmununun nisbəti ilə hesablanır.
Quru filmin qalınlığı
ŞEKİLDE. 10, yaş film qalınlığı yaş film qalınlığı test cihazı ilə əldə edildi və sonra quru film qalınlığı hesablandı
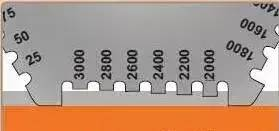
Kənar rezolyusiya
Tərif: Normal şəraitdə, xəttin kənarından püskürtmə klapanının spreyi çox düz olmayacaq, həmişə müəyyən bir burr olacaq. Biz burrın enini kənar qətnamə kimi təyin edirik. Aşağıda göstərildiyi kimi, d ölçüsü kənarın ayırdetmə qabiliyyətinin dəyəridir.
Qeyd: Kənar ayırdetmə dəqiqliyi nə qədər kiçikdirsə, bir o qədər yaxşıdır, lakin fərqli müştəri tələbləri eyni deyil, buna görə də müştəri tələblərinə cavab verən xüsusi örtüklü kənar ayırdetmə qabiliyyəti.

Şəkil 11: Kənar ayırdetmə müqayisəsi
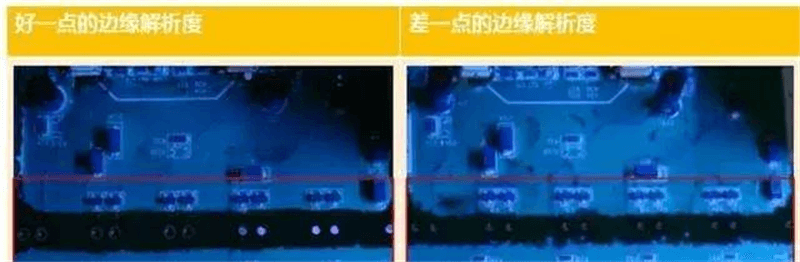
Vahidlik
Yapışqan vahid qalınlığa bənzəməlidir və məhsulda örtülmüş hamar və şəffaf bir film olmalıdır, vurğu sahənin üstündəki məhsulda örtülmüş yapışqanın vahidliyinə verilir, sonra eyni qalınlıqda olmalıdır, prosesdə heç bir problem yoxdur: çatlar, təbəqələşmə, narıncı xəttlər, çirklənmə, kapilyar fenomen, qabarcıqlar.
Şəkil 12: Eksenel avtomatik AC seriyalı avtomatik örtük maşını örtük effekti, vahidlik çox ardıcıldır
3. Kaplama prosesinin həyata keçirilməsi
Kaplama prosesi
1 Hazırlayın
Məhsullar və yapışqan və digər zəruri əşyalar hazırlamaq;
Yerli mühafizənin yerini müəyyənləşdirin;
Əsas prosesin detallarını müəyyənləşdirin
2: yuyun
Qaynaqdan sonra ən qısa müddətdə təmizlənməlidir, qaynağın qarşısını almaq üçün çirkləri təmizləmək çətindir;
Müvafiq təmizləyici vasitəni seçmək üçün əsas çirkləndiricinin qütblü və ya qeyri-qütblü olduğunu müəyyənləşdirin;
Spirtli təmizləyici vasitə istifadə edilərsə, təhlükəsizlik məsələlərinə diqqət yetirilməlidir: sobada partlama nəticəsində yaranan qalıq həlledicinin buxarlanmasının qarşısını almaq üçün yuyulduqdan sonra yaxşı havalandırma və soyutma və qurutma prosesi qaydaları olmalıdır;
Suyun təmizlənməsi, qələvi təmizləyici maye (emulsiya) ilə axını yuyun və sonra təmizləyici mayeni təmizləmək üçün təmiz su ilə yuyun, təmizlik standartlarına cavab verin;
3. Maskadan qorunma (seçimli örtük avadanlığı istifadə edilmədikdə), yəni maska;
Qeyri-yapışqan film seçsəniz, kağız lenti köçürməyəcək;
IC qorunması üçün antistatik kağız lentindən istifadə edilməlidir;
Bəzi qurğular üçün cizgilərin tələblərinə uyğun olaraq qorunmaq üçün;
4. Nəmdən təmizləyin
Təmizləndikdən sonra qorunan PCBA (komponent) örtükdən əvvəl əvvəlcədən qurudulmalı və nəmdən təmizlənməlidir;
PCBA (komponent) tərəfindən icazə verilən temperatura uyğun olaraq əvvəlcədən qurutma temperaturunu/vaxtını müəyyən edin;
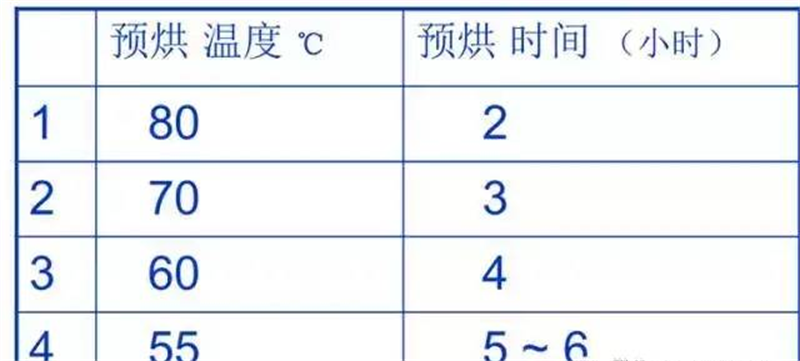
PCBA (komponent) əvvəlcədən qurutma masasının temperaturunu/vaxtını müəyyən etməyə icazə verilə bilər
5 Palto
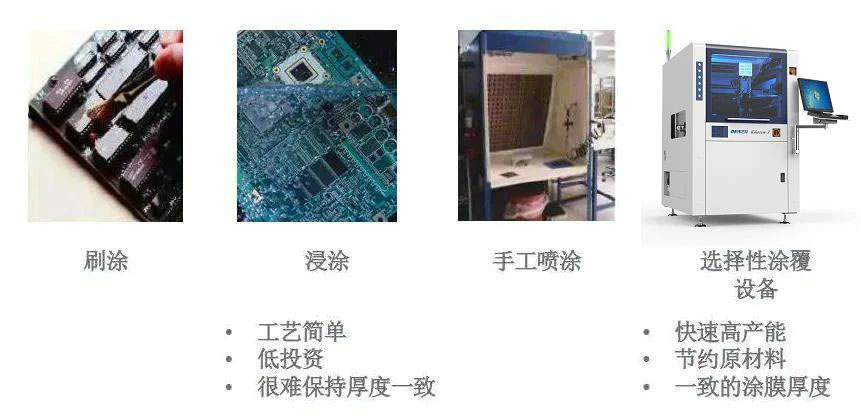
Forma ilə örtülmə prosesi PCBA mühafizəsi tələblərindən, mövcud texnoloji avadanlıqdan və mövcud texniki ehtiyatdan asılıdır, adətən aşağıdakı yollarla əldə edilir:
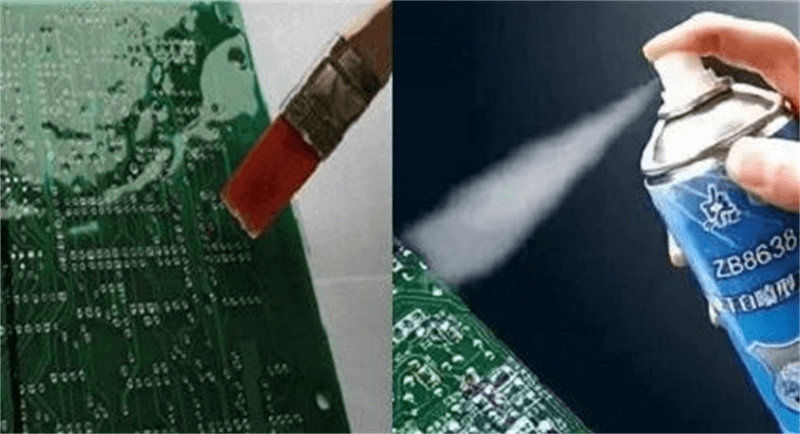
a. Əl ilə fırçalayın
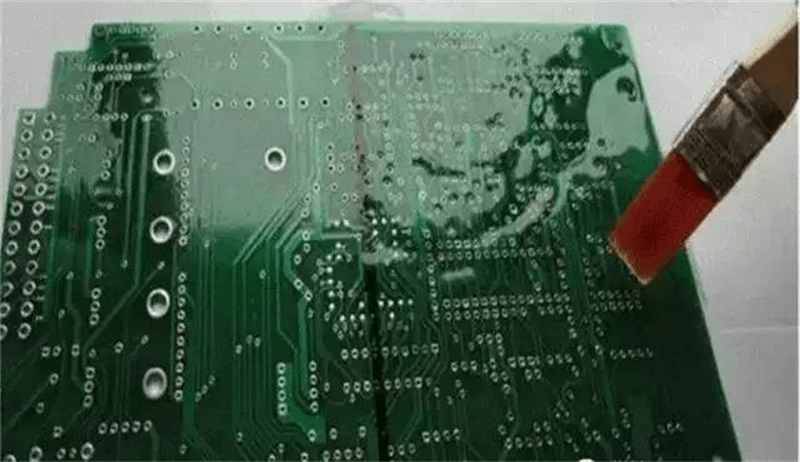
Şəkil 13: Əl ilə fırçalama üsulu
Fırça örtüyü ən geniş tətbiq olunan prosesdir, kiçik partiya istehsalı üçün uyğundur, PCBA quruluşu kompleksi və sıxlığı, sərt məhsulların mühafizə tələblərini qorumaq lazımdır. Fırça örtüyü sərbəst idarə oluna bildiyindən, rənglənməsinə icazə verilməyən hissələrin çirklənməməsi üçün;
Fırça örtüyü ən az material istehlak edir, iki komponentli boyanın daha yüksək qiymətinə uyğundur;
Rəngləmə prosesi operatora yüksək tələblər qoyur. Tikintidən əvvəl rəsmlər və örtük tələbləri diqqətlə həzm edilməli, PCBA komponentlərinin adları tanınmalı və örtülməsinə icazə verilməyən hissələr diqqəti cəlb edən işarələrlə qeyd edilməlidir;
Operatorların çirklənməməsi üçün istənilən vaxt çap edilmiş plaginə əlləri ilə toxunmasına icazə verilmir;
b. Əl ilə daldırın
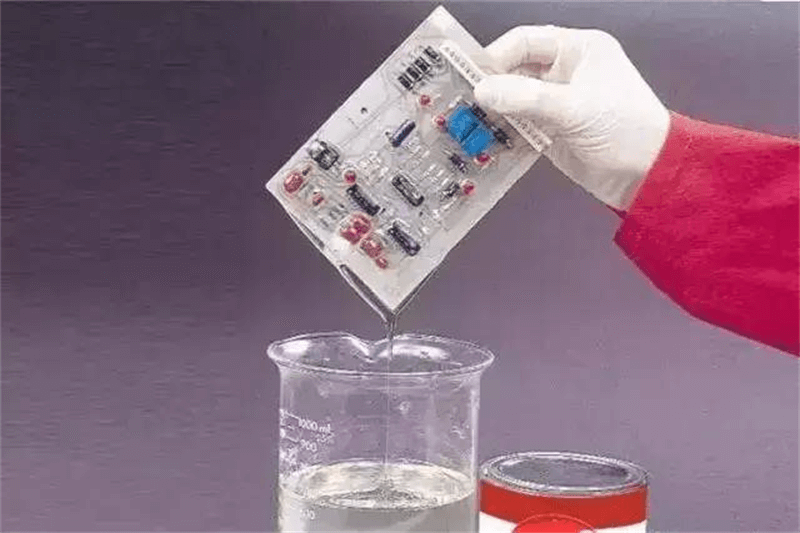
Şəkil 14: Əl ilə dip örtük üsulu
Daldırma prosesi ən yaxşı örtük nəticələrini təmin edir. PCBA-nın istənilən hissəsinə vahid, davamlı örtük tətbiq oluna bilər. Daldırma örtmə prosesi tənzimlənən kondansatörlü, incə tənzimlənən maqnit nüvələri, potensiometrləri, kubokvari maqnit nüvələri və zəif sızdırmazlığı olan bəzi hissələri olan PCbas üçün uyğun deyil.
Dip örtük prosesinin əsas parametrləri:
Müvafiq viskoziteyi tənzimləyin;
Baloncukların yaranmasının qarşısını almaq üçün PCBA-nın qaldırıldığı sürətə nəzarət edin. Adətən saniyədə 1 metrdən çox deyil;
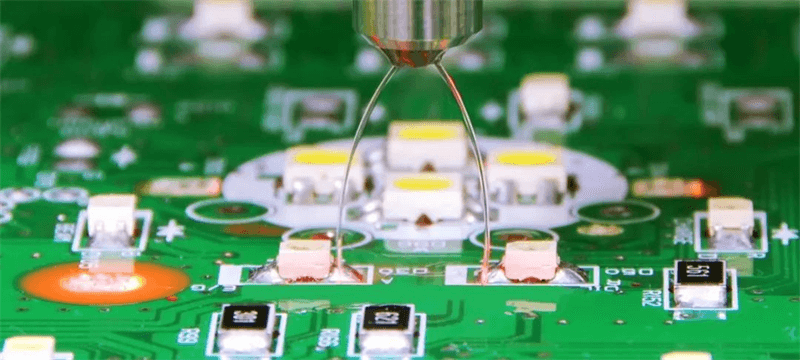
c. Püskürtmə
Püskürtmə, aşağıdakı iki kateqoriyaya bölünən ən çox istifadə edilən, qəbul edilməsi asan proses üsuludur:
① Əl ilə püskürtmə
Şəkil 15: Əl ilə çiləmə üsulu
İş parçası üçün uyğun olan daha mürəkkəbdir, avtomatlaşdırma avadanlığına etibar etmək çətindir kütləvi istehsal vəziyyəti, məhsul çeşidi üçün də uyğundur, lakin daha az vəziyyətə uyğundur, daha xüsusi bir mövqeyə püskürtülə bilər.
Əl ilə püskürtmə üçün qeyd: boya dumanı PCB plug-in, IC yuvası, bəzi həssas kontaktlar və bəzi torpaqlama hissələri kimi bəzi cihazları çirkləndirəcək, bu hissələr sığınacaq mühafizəsinin etibarlılığına diqqət yetirməlidir. Başqa bir məqam ondan ibarətdir ki, operator tıxacın təmas səthinin çirklənməsinin qarşısını almaq üçün istənilən vaxt çap edilmiş tıxacına əli ilə toxunmamalıdır.
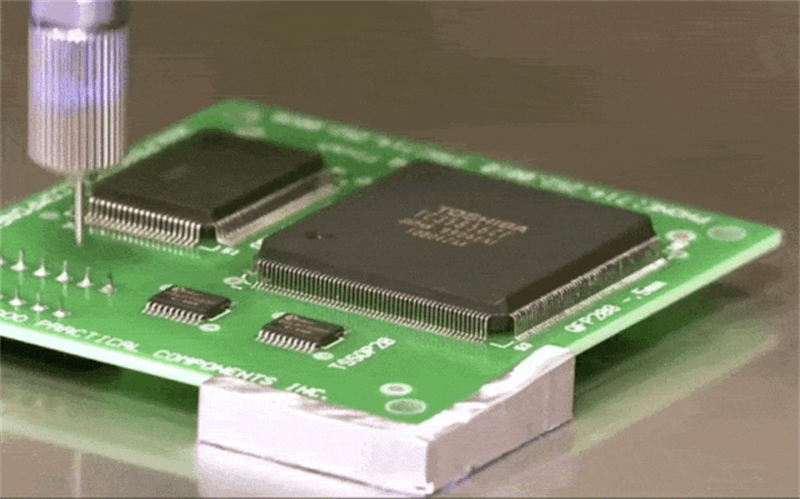
② Avtomatik çiləmə
Adətən selektiv örtük avadanlığı ilə avtomatik çiləmə üsuluna aiddir. Kütləvi istehsal üçün uyğundur, yaxşı tutarlılıq, yüksək dəqiqlik, az ətraf mühitin çirklənməsi. Sənayenin təkmilləşdirilməsi, əmək xərclərinin artması və ətraf mühitin mühafizəsinin ciddi tələbləri ilə avtomatik çiləmə avadanlığı tədricən digər örtük üsullarını əvəz edir.
Sənaye 4.0-ın artan avtomatlaşdırma tələbləri ilə sənayenin diqqəti müvafiq örtük avadanlığının təmin edilməsindən bütün örtük prosesinin probleminin həllinə keçdi. Avtomatik selektiv örtük maşını - dəqiq örtük və material itkisi yoxdur, böyük miqdarda örtük üçün uyğundur, çox miqdarda üç boya əleyhinə örtük üçün ən uyğundur.
Müqayisəavtomatik örtük maşınıvəənənəvi örtük prosesi
Ənənəvi PCBA üç davamlı boya örtüyü:
1) Fırça örtüyü: baloncuklar, dalğalar, fırça epilyasiyası var;
2) Yazı: çox yavaş, dəqiqliyi idarə etmək mümkün deyil;
3) Bütün parçanın islanması: çox israfçı boya, yavaş sürət;
4) Püskürtmə tabancası ilə püskürtmə: armaturun qorunması üçün, həddindən artıq sürüşmək
Kaplama maşını örtüyü:
1) Sprey boyanın miqdarı, sprey boyanın vəziyyəti və sahəsi dəqiq təyin olunur və sprey boyadan sonra lövhəni silmək üçün adam əlavə etməyə ehtiyac yoxdur.
2) Lövhənin kənarından böyük məsafəyə malik bəzi plug-in komponentləri, plitə quraşdırma işçilərinə qənaət edərək, armatur quraşdırmadan birbaşa rənglənə bilər.
3) Təmiz iş mühitini təmin etmək üçün qazın buxarlanması yoxdur.
4) Bütün substratın karbon filmini örtmək üçün armaturlardan istifadə etməsinə ehtiyac yoxdur, toqquşma ehtimalını aradan qaldırır.
5) Üç anti-boya örtük qalınlığı vahid, çox istehsal səmərəliliyini və məhsul keyfiyyətini yaxşılaşdırmaq, həm də boya tullantıları qarşısını almaq.
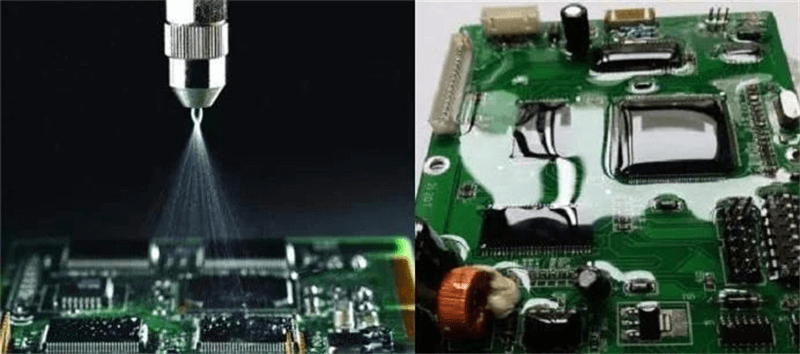
PCBA avtomatik üç boya əleyhinə örtük maşını, üç boya əleyhinə ağıllı çiləmə avadanlığının püskürtülməsi üçün xüsusi olaraq hazırlanmışdır. Püskürtüləcək material və tətbiq olunan çiləyici maye fərqli olduğundan, avadanlıq komponentinin seçimində örtük maşını da fərqlidir, üç boya əleyhinə örtük maşını ən son kompüter idarəetmə proqramını qəbul edir, üç oxlu əlaqəni həyata keçirə bilər, eyni zamanda kamera yerləşdirmə və izləmə sistemi ilə təchiz olunmuşdur, çiləmə sahəsini dəqiq idarə edə bilər.
Üç boya əleyhinə yapışqan maşını, üç boya əleyhinə sprey yapışqan maşını, üç boya əleyhinə yağ püskürtmə maşını, üç boya əleyhinə püskürtmə maşını kimi tanınan üç boya əleyhinə örtük maşını, PCB səthində bir təbəqə ilə örtülmüş emprenye, çiləmə və ya spin örtük üsulu kimi üç anti-boya təbəqəsi ilə örtülmüş PCB səthində maye nəzarəti üçün xüsusi olaraq hazırlanmışdır.
Yeni dövrün üç anti boya tələbi necə həll ediləcəyi, sənayedə həll edilməli olan təcili bir problem halına gəldi. Dəqiq seçmə örtük maşını ilə təmsil olunan avtomatik örtük avadanlığı yeni bir iş üsulu gətirir,örtük dəqiq və materialların heç bir tullantı, üç anti-boya örtük çox sayda üçün ən uyğun.
Göndərmə vaxtı: 08 iyul 2023-cü il





